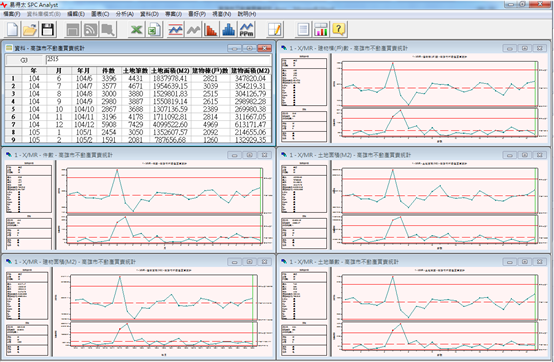
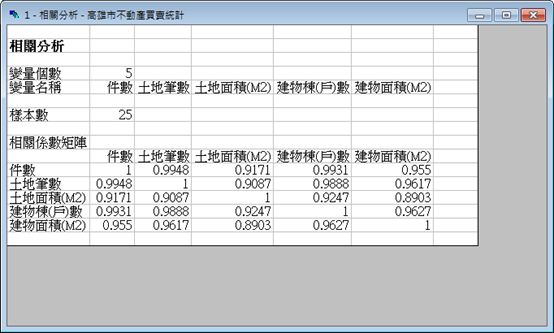
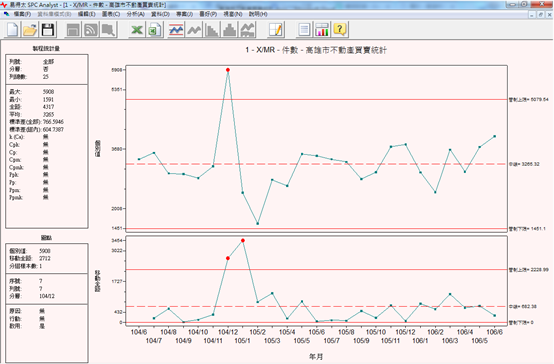
前言 近年來, 6 Sigma ( Six Sigma, 六標準差)手法常為製造業做為品質提昇及改善之用,其中 SPC ( Statistical Process Control ;統計製程管制)更是導入 6 Sigma 過程當中,所必須具備、最重要的品質技術之一。當然,不管是 6 Sigma 、 QS-9000 、 ISO 、 … 或任何的品質運動、標準、要求、 … 等, SPC 對製造業而言,就好比「人人都會呼吸,但卻很少人真正懂得氣功來養身」,是最基本而必須的、但又常常抓不到重點而錯失改善良機。綜觀兩岸台灣和中國大陸的製造業涵蓋範圍,系統組裝業及其供應商佔了相當的比例,故本文謹就其如何成功導入 SPC 略作闡述。 首先,我們先介紹 SPC 常用的方法,如下圖: 圖 1A 圖 1B 圖 2 圖 3 圖 1A :為計量值管制圖( Control Charts for Variables )中的 Xbar/R (平均 / 全距)管制圖,主要用來發現製程中的計量值(例如:尺寸、硬度、濃度、 … 等)在何時發生不良原因。 圖 1B :為計數值管制圖( Control Charts for Attributes )中的 u (單位缺點數)管制圖,主要用來發現製程中的計數值(例如:外觀檢驗的單位缺點數等)在何時發生不良原因。 圖 2 :為製程能力分析( Process Capability Analysis ),主要用來評估製程能力的優劣。 圖 3 :為柏拉圖( Pareto Chart ),主要用來找出關鍵不良發生在何處。 若能充分活用上述 SPC 方法,許多製程上的品質問題,將能撥雲見日、迎刃而解。 系統組裝業及其供應商為何需要導入 SPC ? 眾所週知,抽樣計劃的「允收 / 退回」,事實上與品質控制及改善無關,也就是說,對製程品質沒有幫助。另外,各站檢驗與規格做比較,不合規格者送至維修站,如果僅僅這樣,這種做法...

留言
張貼留言